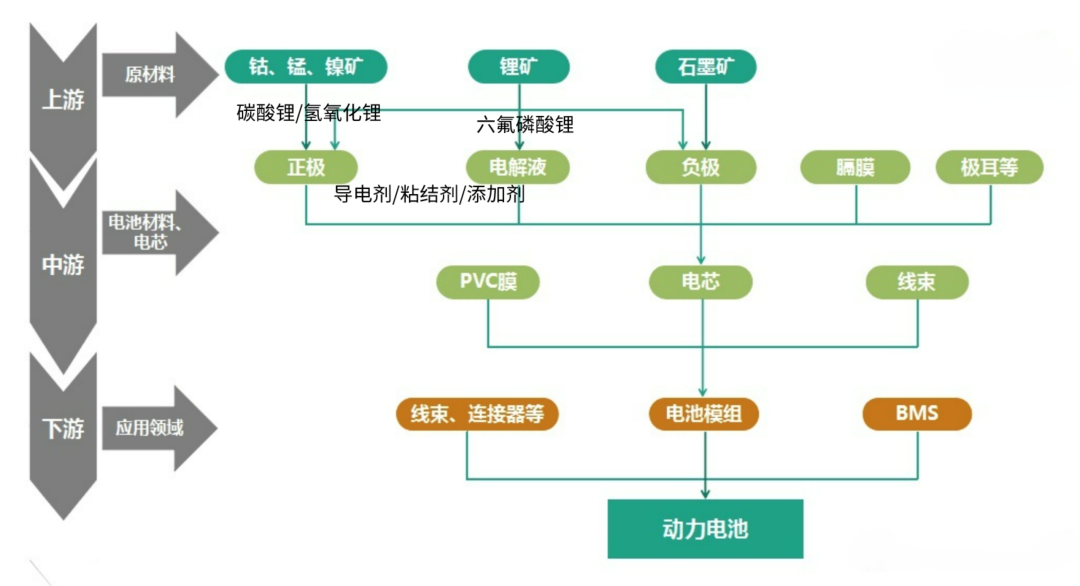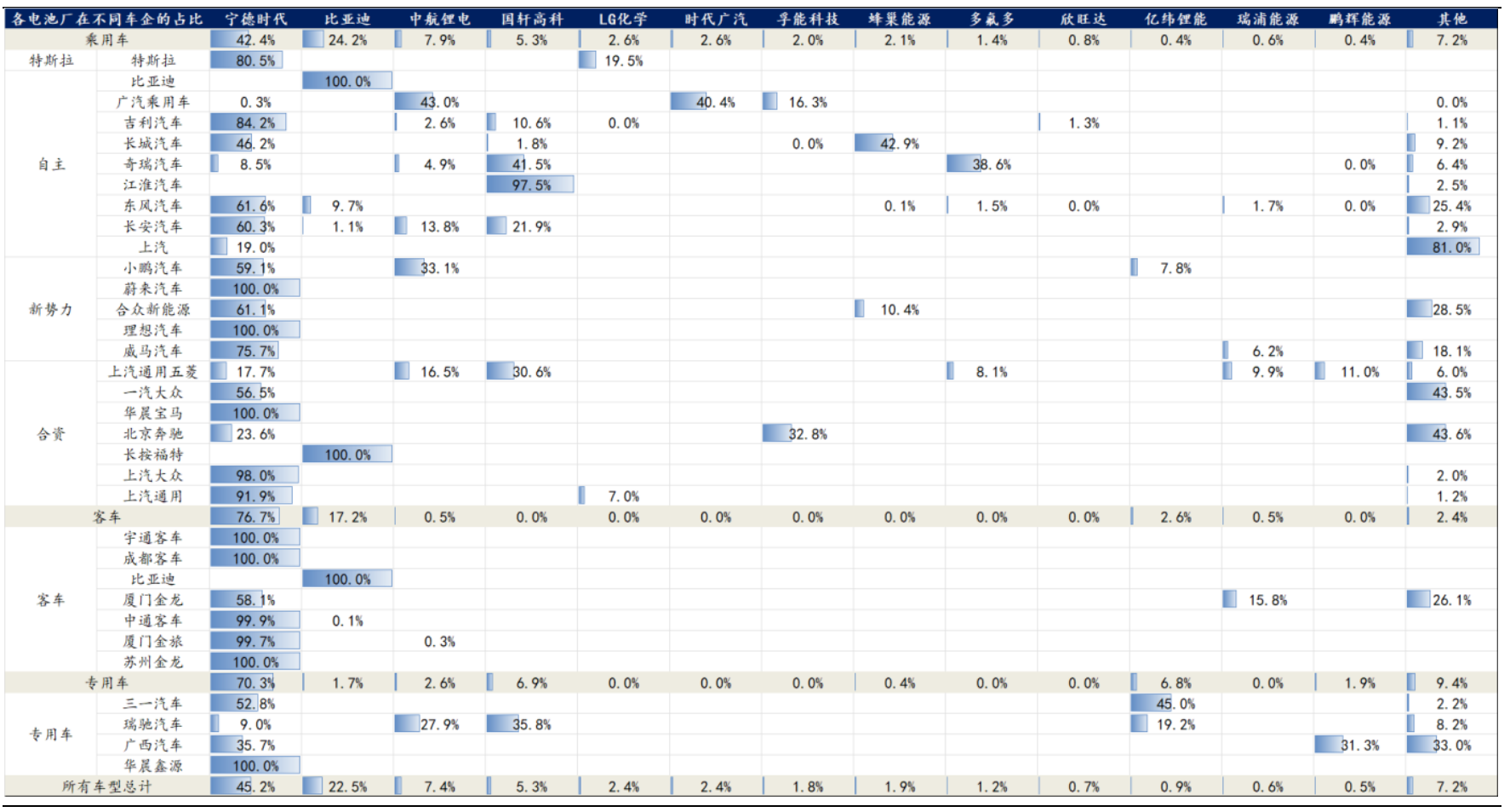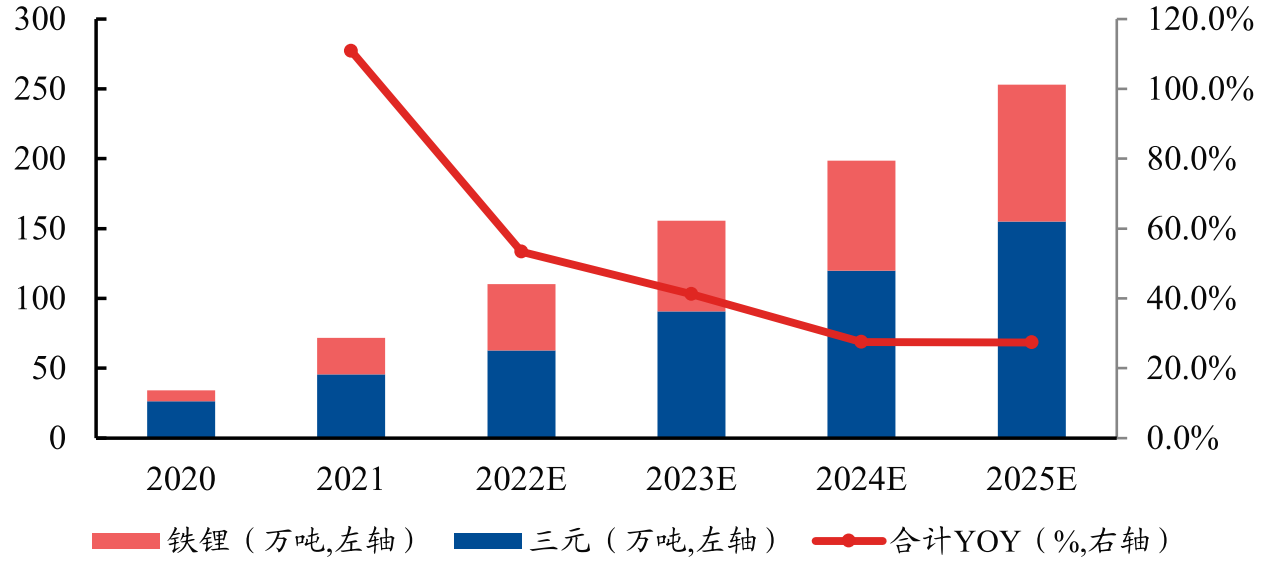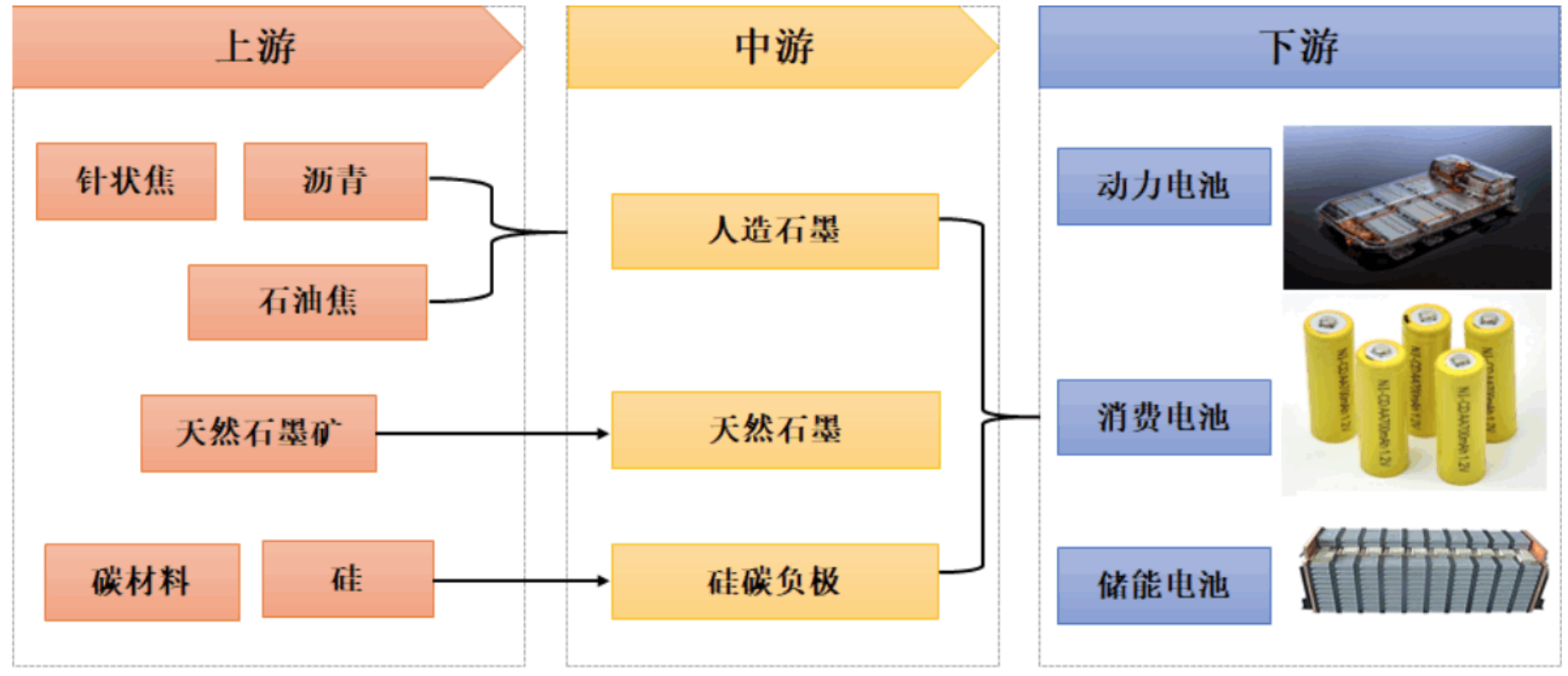
|锂电池全产业链图 动力电池四大材料为正极、负极、隔膜和电解液,此外还有集流体铜箔铝箔、结构件、各类导电剂、粘结剂和添加剂等。 |动力电池一超多强竞争格局,宁德时代龙头地位稳固 宁德时代占据动力电池半壁江山,中国企业不断瓜分市场:2022年 1-3月,全球动力电池装机份额宁德时代维持30%以上占有率,日韩龙头企业LG新能源(-5.1%)、松下(-1%)市场占有率均有所下降;而中国企业市占率均加速上升,比亚迪(+1.2%)、中创新航(+1.3%)等国产品牌全球市占率稳步提升。 |动力电池技术发展趋势汇总 1、CTP/CTB不断迭代 传统的电池包是“电芯-模组-电池包”三层结构,CTP(cellto pack)则是从电芯直接集成到电池包,CTB(celltobody)更进一步,将电池上盖与车身地板合二为一,车身电池一体化,电池不仅为整车提供能量来源,还为车身提供结构支撑,彻底颠覆了传统的车身设计。宁德时代率先将电池包CTP 技术推向市场,比亚迪刀片电池充分发挥磷酸铁锂电池优势,集成效率表现优异。比亚迪在22 年5 月推出CTB 技术,宁德时代CTC 也在研发中。 2、特斯拉4680电池 预计特斯拉2025 年销量达到380 万辆,60%车型搭载4680 电池,4680电池的需求将达到236GWh。目前海内外主流电池企业宁德时代、亿纬锂能、松下、LG、三星加快了4680 的布局。特斯拉4680 电池自有产能不能满足整车需求,松下和LG 有望继2170 电池后,继续供货4680 电池。亿纬锂能布局4680 电池较早,拥有多年圆柱项目经验,亿纬锂能有望凭借4680 电池实现单点突破,提升自身市场占比。 |正极:成本占比最大,三元和铁锂并行发展 正极材料成本占锂电池总成本比例最大,铁锂电池和三元电池分别为48%和58%。 三元铁锂错位竞争,并行发展。磷酸铁锂电池的特点是“低成本+高安全”,较三元电池成本高低、寿命更高,所以其多应用于中低端、主打性价比的车型。三元的特点是“高性能+长续航”,多应用在中高端车型,解决中高端车型对充电、动力和续航的要求。 正极材料需求保持增长。2020年全球三元及磷酸铁锂正极材料出货量为34.1 万吨,2021年为 71.9万吨,同比增长111%。预计未来4 年全球三元及磷酸铁锂正极材料需求量保持逐年增长,由2022 年的110.2 万吨的需求量逐步增长到2025年的252.9 万吨的整体需求量,复合年均增长率达到49%。 |正极:三元和铁锂制备流程工艺 三元正极技术路线较为复杂,性能升级需求带来高镍、改性等方向的升级,高镍制造和工艺复杂度更高,产生了更高的技术壁垒。 从正极企业工艺路线来看,头部企业各具特色:1)容百科技:收购凤谷节能,采用陶瓷窖炉设备,降低成本,提高效率,具备多晶、单晶柔性产线。2)当升科技:改进包覆工艺,三氧化二铝直接混料,缩减工艺流程。3)振华新材:三烧工艺,降低三元前驱体选用要求,上游三元前驱体端可相应降低成本。 |正极:整体供需紧张形势趋缓,内部供需结构不平衡 1、高端高镍三元供需持续趋紧:高镍化技术路线具有一定壁垒,预计高端产能2025年前持续处于较紧的状态。 2、低端三元产能存在过剩问题:磷酸铁锂、钠离子电池技术发展替代部分低端三元,低端三元竞争力下降面临过剩。 3、铁锂从供需平衡到相对过剩:目前铁锂市场供需格局相对平衡,但各家企业的规划产能规模都比较大,且不少化工企业布局铁锂产能,但是短期来看受验证周期影响,对于优质产能供需格局影响有限。预计2020年磷酸铁锂整体供需相对宽松,21年优质供需相对紧张,23年低端产能面临过剩风险。 |正极:三元竞争格局分散,铁锂盈利能力更强 三元正极:格局分散,竞争激烈。2018年-2021年三元正极材料CR3由30%上涨到38%,CR5由 48%上涨到55%,行业集中度有所提高。容百科技作为高镍龙头受益于产业发展趋势,出货量连续4 年位于行业首位。但整体来看行业前十出货量差异不大,均在10%左右,市场竞争激烈。 铁锂正极:竞争格局相对较好,盈利更强。2021年铁锂正极企业CR10达到84.8%,其中湖南裕能和德方纳米几乎占据一半份额,头部优势明显。整体来看,磷酸铁锂毛利率在30%左右,较正极10%=20%的毛利率较高。 |正极材料技术发展趋势汇总 1、磷酸锰铁锂(升级版磷酸铁锂) 新型正极材料主要围绕高电压平台和锰基材料开展,在其分支体系中最早商业化的就是磷酸锰铁锂。 相较磷酸铁锂,其具有高电压、高能量密度和更优异的低温性能;相较三元材料具备成本低、安全性高、循环寿命长等优势。磷酸锰铁锂的自身也存在性能缺陷,包括导电性差、首圈效率低等,可通过包覆、掺杂、改性等方式来提升性能。针对锰磷酸锰铁锂导电性差的问题,可掺杂碳纳米管以提升导电性能,并实现对能量密度、循环寿命和倍率性能的优化;添加补锂剂使得首圈效率和循环寿命得到优化。从工艺上可在现有磷酸铁锂的产线做改造升级。 磷酸锰铁锂既可纯用,也可与三元混用,预计2025年磷酸锰铁锂全球市场需求为15.4万吨,市场空间达到92亿元,2021-2025年均复合增速将达到129%。 比亚迪、国轩高科、德方纳米、力泰锂能在专利布局方面具有明显优势。在量产进度方面,天津斯特兰、力泰锂能宣布实现量产,德方纳米规划产能达44万吨,预计其中11万吨将在2023年初投产。此外,当升科技、厦钨新能已经进入小试阶段。下游电池企业中,天能股份、星恒电源均有相关电池产品应用于电动二轮车电池领域。 2、中镍高电压 中镍高电压成本、能量密度和安全优势明显,即将迎来爆发期。 材料特性方面,Ni6系三元材料的充电电压提升至4.40V,克比容量也提升至181mAh/g,基本达到Ni8 系产品水平,能量密度(670Wh/kg)已接近后者(688Wh/kg),且因镍含量较低,Ni6系高电压产品热稳定性更优。 材料成本方面,由于Ni6 系高电压三元正极的Co 含量相对较低,Ni6系高电压产品单吨原材料成本约31.14 万元/吨,较Ni8 系常规电压产品低7%,约2.25 万元/吨。Ni含量 6系高电压相对8 系较低,生产工艺不如Ni8 系复杂,6系高电压相比于8 系产品对工艺要求不高(不需要氧和干燥氛围),因此加工费也较Ni8 产品降低约8000 元/吨左右。 |正极前驱体:原材料价格短期扰动,高镍是发展趋势 目前三元前驱体定价采取金属价格+加工费的定价模式,加工费根据加工难度和技术壁垒差异确定。三元前驱体的竞争壁垒在于上游资源和高镍沉淀技术。2022 年以来,由于全球镍供应紧张加剧及市场行为,镍价出现大幅上涨,致前驱体价格上涨显著。4月下旬开始价格出现回落,根据鑫椤锂电公开数据,截至5 月27 日,811/622/523型前驱体单吨价格分别降至15.85/14.8/14.15 万元。 2021 年正极产量中高镍份额高歌猛进。3系 NCM基本淡出市场,8系占比达36.2%,预计明年高镍份额将持续上升。高镍路线下硫酸镍含量及成本不断上升。镍元素在单吨5 系、6系、8系前驱体中的含量分别为:0.323t、0.387t、0.515t,其中硫酸镍成本占总成本:5系 48%、6系 53%、8系72%,成为降本之路上的核心方向。 |正极前驱体:积极布局上游,一体化进程加快 前驱体巨头积极布局上游环节。格林美、华友、中伟等均向上游拓展,投资镍矿、钴矿,自供比例不断上升。 目前我国在三元前驱体研发与生产方面,已经处于全球领先地位。2021年全球三元前驱体产量中,中伟股份、格林美和华友钴业位居全球前三,市场占比分别为21%、12%与9%;湖南邦普作为宁德时代子公司,前驱体市场份额也达9%。此外芳源股份NCA 技术在行业中也处于领先位置。 |负极:出货量高速增长,人造石墨占据主要市场 目前锂电池负极材料主要以人造石墨和天然石墨为主,发展趋势为向石墨负极中掺杂硅形成能量密度更高的硅基负极。负极材料的上游主要为石油焦、针状焦、沥青或天然石墨等产品,下游供给各电池厂商,最终应用在新能源汽车、储能、消费电子等领域。 据GGII,2021年中国锂电负极市场出货量72 万吨,同比增长97%。由于人造石墨的一致性和循环性能好于天然石墨,更契合动力及储能电池的需求,人造石墨产出货量占比持续提升至84%,而天然石墨市场份额下降至14%。 据鑫椤资讯,随着碳酸锂价格涨幅的扩大,负极材料在三元523 电芯和磷酸铁锂电芯成本中的比重分别约为4%和6%。(正常在10%左右) |负极:石墨化产能紧缺,成产业链关键制约因素 人造石墨生产流程较长,石墨化是关键工艺。人造石墨工艺主要包括破碎、造粒、石墨化和筛分四大流程,其中更能体现负极材料企业技术水平的主要为造粒和石墨化环节。 石墨化成产业链关键制约因素,石墨化自给率与盈利能力强挂钩。一般单吨石墨化生产需耗费1.2~1.4 万kWh 电力,受环保及能耗政策影响,石墨化产能紧缺。据GGII,21年四季度,国内石墨化产能占比近半的内蒙古地区,严控高能耗产业,限电影响石墨化减产约40%。 |负极:头部厂商加快负极一体化建设,提高行业投资门槛 头部厂商加快大规模一体化基地建设。21年以来,贝特瑞、璞泰来、杉杉股份、凯金能源等头部企业纷纷开始建设产能在20 万吨以上的大规模一体化项目。 负极一体化项目单位投资额翻倍,极大提升行业准入门槛。以贝特瑞、璞泰来和杉杉股份的3 个一体化项目为例,项目总投资额均在80 亿元以上,单位投资额约4.26 亿元/万吨,对应到电池生产约合5327 万元/GWh,较典型锂电负极材料投资1.9亿元/万吨,对应到电池生产约合2375 万元/GWh相比翻了一倍以上。 石墨化自给显著影响盈利能力,预计小厂产能将逐渐出清。根据百川盈孚和国联证券研究所测算,在石墨化自给率分别为30%、50%、70%和100%的条件下,中高端人造石墨毛利率分别为14.23%、18.18%、22.14%和28.07%。而不具备石墨化能力的小厂利润空间逐渐被压缩,行业小产能不断出清。 |负极:国内产能供给全球,行业集中度预计将提升 中国厂商占据全球负极材料86%市场份额。据EVTank 统计,2021年中国负极产量的全球占比由20 年的77.7%进一步提升至86.1%以上。其中行业龙头贝特瑞全球出货量市占率为19%,杉杉股份、璞泰来和凯金能源出货量比较接近,分别占据了全球10%以上的市场份额。国内二线厂商主要包括尚太科技、中科电气及翔丰华等,21年的全球市占率分别为8%、7%和4%。 2018年以来行业集中度出现下滑,预计未来随着头部厂商的大规模扩产,集中度将会回升。随着下游需求的迅速提升,头部厂商由于产能有限,满产满销,部分中小厂商得以收获更多订单,挤占了部分市场份额。未来头部厂商积极扩产,并且主要建设包含石墨化产能在内的一体化生产基地,以确保自身的产能利用率,预计行业集中度将会提升。 |负极:石墨容量接近上限,硅基负极需求抬升 硅基负极是当前产业化前景较好的下一代负极材料。目前市面上高端石墨克容量已经可以达到360-365mAh/g,十分接近石墨材料的理论容量上限372mAh/g。而硅材料的常温理论克容量为3580mAh/g,高温理论克容量为4200mAh/g,是石墨的10 倍左右,同时还具有脱锂电位相对较低(0.4V)、环境友好和资源丰富等优点。 硅基负极仍处于产业早期。据GGII,2021年我国硅基负极出货量1.1 万吨,同比增长83.3%,不过仅占据了1.5%的负极材料市场份额,尚处于发展初期。 各企业纷纷加码硅基负极产能建设。除贝特瑞以外,石大胜华、道氏技术和河北坤天新能源等企业跨界进入硅基负极领域,规划了共13 万吨的产能。而负极行业头部厂商杉杉股份和璞泰来的硅基负极客户认证进展较好,我们预计在22 年内也将公告新的扩产计划。 |负极材料技术发展趋势汇总 1、硅基负极(材料成本/生产工艺) 发展的主要阻碍:1)硅在反应过程中易发生体积膨胀,从而影响电池的循环寿命;2)硅属于半导体材料,导电性较差;3)硅易与电解液发生反应,造成容量损失,这一特点部分体现为硅基负极的首次效率较低;4)成本较高。 针对硅基负极的改性研究集中在解决体积效应、维持SEI 膜稳定和提高首效三个方面。优化的方向包括: (1)硅源的改性研究。即通过制备纳米硅、多孔硅或合金硅的方式改善电化学性能,但工艺复杂; (2)制备复合材料。即将硅掺杂到石墨中形成复合材料,添加导电剂; (3)制备氧化亚硅(SiOx)材料。作为石墨与硅的折中方案(比容1500mAh/g左右),材料体积膨胀大大减小,循环性能提升,但首效较低也限制在全电池中的应用。 2、碳基材料 碳基材料被视为十分有发展前景的钠电池负极材料。按照石墨化程度,碳材料可以分为石墨类碳和无定型碳两大类。归属于无定形碳中的硬碳表现出更强的储钠能力以及更低的工作电位,例如宁德时代开发了具有独特孔隙结构的硬碳材料。 但材料成本高昂是硬碳的瓶颈。中科海钠则考虑软碳路线,采用成本更加低廉的无烟煤作为前驱体,通过简单的粉碎和一步碳化得到无烟煤基钠离子电池负极材料,储钠容量220mAh/g,在所有的碳基负极材料中具有最高的性价比。 |隔膜:湿法隔膜性价比不断提升,受新能源车拉动渗透率不断走高 隔膜是锂电池中极具技术壁垒的关键内层组件,成本占比约10%。微孔制备是隔膜生产工艺的核心技术,根据成孔机理不同可分为干法隔膜及湿法隔膜,后者整体性能更优。整体来看,干法隔膜一般用于商用车及储能等领域,湿法隔膜一般用于乘用车领域。涂覆工艺可以有效改善材料热稳定性和机械强度,使得湿法隔膜性能更加出色。 湿法隔膜市占率不断提升。通常干法隔膜搭配磷酸铁锂电池,湿法隔膜搭配三元电池。但随着湿法隔膜性价比不断提升,与干法的价差从2018 年的1.9元/平下降至2022 年一季度的0.3 元/平,对应度电价差为4.5 元/KWh,使得21年磷酸铁锂的回流潮并未对湿法隔膜形成明显冲击。 |隔膜:设备非标化技术门槛高,供给稀缺限制产能扩张 设备是决定隔膜品质的关键,技术门槛考验隔膜厂对设备的理解程度。隔膜的生产流程主要包括原料混合、挤出流延、热处理(或萃取)、拉伸、收卷分切等,每个环节都需要高精度控制,设备选型必须根据工艺特点定向匹配,对设备商的制造水平要求很高。目前来看,以中科华联为代表的国产设备稳定性依然不足,无法满足下游客户需求。多年来我国隔膜产线高度依赖进口,全球主要隔膜设备厂商目前仅有4 家,分别是日本制钢所、日本东芝、德国布鲁克纳、法国伊索普。 隔膜良率由两部分构成:收率和A品率。公司对母卷或半成品进行分切时会形成边角料,剩余完整部分/分切前的母卷称为收率。任何一道分切或涂覆环节都会产生A 品和B 品,其中B 品质量相对较低,往往低价销售或者作为废料处理。 较高的制备难度造成隔膜良率在四大主材中偏低,各家差距明显。纵向来看,2015年恩捷股份整体良率仅有53%,随后通过工艺改进提升至2017 年的78%,2021年其良率已接近90%。横向来看,国内隔膜厂良率参差不齐,星源材质大致在80%,中材科技及沧州明珠70%+,恒力石化一旦投产预计在65%。 |隔膜:涂覆工艺定制化技术壁垒高,基膜涂覆一体化大势所趋 涂覆改性是提升电池能量密度的安全垫,重要性日益凸显。湿法隔膜在理化特性、力学性能方面均具有明显优势,但是热稳定性不佳。涂覆改性可以有效降低其热收缩率,同时提高抗穿刺强度,安全性得到显著提升。此外,涂覆材料可以增强隔膜与电解液之间的浸润性,提高离子电导率。近两年湿法隔膜的涂覆比例达到80%以上。 涂覆工序定制化特征明显,需要根据下游电池厂实际需求进行加工,差异性主要体现在浆料配方。涂覆溶剂可分为水性和油性两种,其中油性涂覆均匀性和粘附性优于水性涂覆,定位中高端产品,成本较高,海外电池厂更加青睐。多层涂覆是在基膜表面先涂覆一层氧化铝,然后再涂覆PVDF等有机层,形成多层复合隔膜。混合涂覆则是将无机、有机两种浆料混合在一起涂覆至基膜表面。涂覆溶剂及颗粒的搭配不同决定了最终产品的差异性,海外涂覆厂掌握浆料配方核心技术,国内厂商开展相关业务通常需要获得专利授权。 勃姆石凭借更加出色的性能及成本经济性加速渗透,对氧化铝形成显著替代。目前国内主流电池厂及隔膜厂正加快切换使用勃姆石,2021年中国锂电池隔膜用勃姆石在无机涂覆中市场份额提升至45%。2022年勃姆石出货量预计将超3 万吨,市场份额或将超过氧化铝。 受限于涂覆产能偏紧,未来一段时间第三方代工及基膜涂覆一体化预计将并行发展。从中长期看,基膜涂覆一体化乃大势所趋。主流隔膜厂涂覆比例如下图: |隔膜:重资产属性强,专利依赖海外授权 “重资产”特性源于设备投资大。以恩捷股份江西通瑞“年产4 亿平方米锂离子电池隔膜项目(一期)”为例,总投资金额为17.5 亿元,其中设备投入占比达81%,合计采购8 条湿法隔膜产线,折合单亿平设备投资3.5 亿元,单线设备投资1.76 亿元。隔膜投资较大,具备较强资产运营能力的企业有望持续扩张产能提高竞争力。 专利授权帮助国内大厂加速出海,专利护城河提高行业进入门槛。海外电池厂对隔膜品质要求高,更倾向于选择油性涂覆,但核心专利多被LG化学、帝人把控,所以寻求授权是国内企业短期进军海外市场的必然选择。恩捷获得帝人在全球范围内持有的溶剂型锂电涂布隔膜的相关专利独家授权,星源材质获得LG 全套涂覆专利授权。 湿法方面,2021年 5月恩捷股份收购重庆纽米后,市场占有率上升至50.2%,行业龙头地位稳固;星源材质湿法产能稳步上升,市场占有率达13.6%。干法方面,作为比亚迪刀片电池的主要供应商,中兴新材的出货量也大幅增长,储能方面,随着大客户宁德时代、中兴集团旗下派能科技储能业务超强的业绩表现,中兴新材干法也将大幅受益。 恩捷股份龙头地位显著,盈利能力领跑行业。毛利率方面,恩捷股份自2018 年以来持续保持在40%以上,并凭借领先的技术优势稳步上升,2022年 Q1达49%,大幅领先业内其他企业。 |电解液:三大组成成分,新型产品不断涌现 电解液由锂盐、溶剂和添加剂组成。按质量划分,溶剂质量占比80-90%,锂盐占比10-15%,添加剂占比在5%左右;按成本划分,锂盐占比约40-50%、溶剂占比约30%、添加剂占比约10-30%。 六氟磷酸锂成本占比最高,历史价格与电解液趋势一致。由于性能优异、成本较低,六氟磷酸锂为目前主流锂盐。为进一步优化电解液性能,克服常规锂盐与溶剂的缺陷,通常采用锂盐与溶剂改性或更换、加入功能性添加剂的方式,近年来LiFSI(双氟磺酰亚胺锂盐)等新型锂盐、羧酸酯等新型溶剂和种类繁多的添加剂不断涌现,但距大规模商业化应用还有一段距离。 |电解液锂盐:LiFSI替代LiPF6,三元高镍趋势的先行者 电池对能量密度升级的追求将推动LiFSI等新锂盐成为主流溶质。长期视角来看,LiFSI(双氟磺酰亚胺锂)既可代替六氟磷酸锂作为新型锂盐使用,又可少量添加作为添加剂使用,但是由于其成本高昂,目前主要用作电解液添加剂。LiFSI可以显著弥补六氟磷酸锂缺点并契合三元正极高镍化趋势。预计到2025 年市场空间150 亿元。 工艺限制下LiFSI 技术壁垒高于六氟磷酸锂,较高的技术壁垒一方面使得能够量产LiFSI 的企业屈指可数,其毛利率维持高位。 在日韩全球领先的电解液企业布局LiFSI 的同时,国内电解液、氟化工企业瞄准LiFSI 蓝海市场,竞相加码布局。随国内LiFSI 产能逐步释放与其成本、价格双降,国产化替代机遇将来临。 |电解液添加剂:提升电解液性能的原材料 添加剂电解液中质量占比小、单位价值高,能够定向优化电解液各类性能,如电导率、阻燃性能、过充保护、倍率性能等。应用最广泛的添加剂有VC、FEC和 PS三种。电解液添加剂具有较高的生产工艺和资质认证壁垒,需要工程师具备长时间的know-how 积累。 添加剂在电解液的重要性提升。随着锂电池往高电压、高镍化等方向发展,所需电解液的配方,尤其是添加剂的使用也越来越复杂,根据EVTank 数据,2020年全球电解液添加剂应用占比从2014 年的4.2%左右提升到约5.6%,目前添加剂在LFP 电解液和三元电解液中的成本占比分别为10%和20-25%。 文章为竞泰整理的信息点,不构成投资建议,请谨慎阅读